


This is the Part three of a four-parts essay on Smart Card Manufacturing:
Smart Card Module Production
Card Body Production
Card Personalization
Card Fulfillment
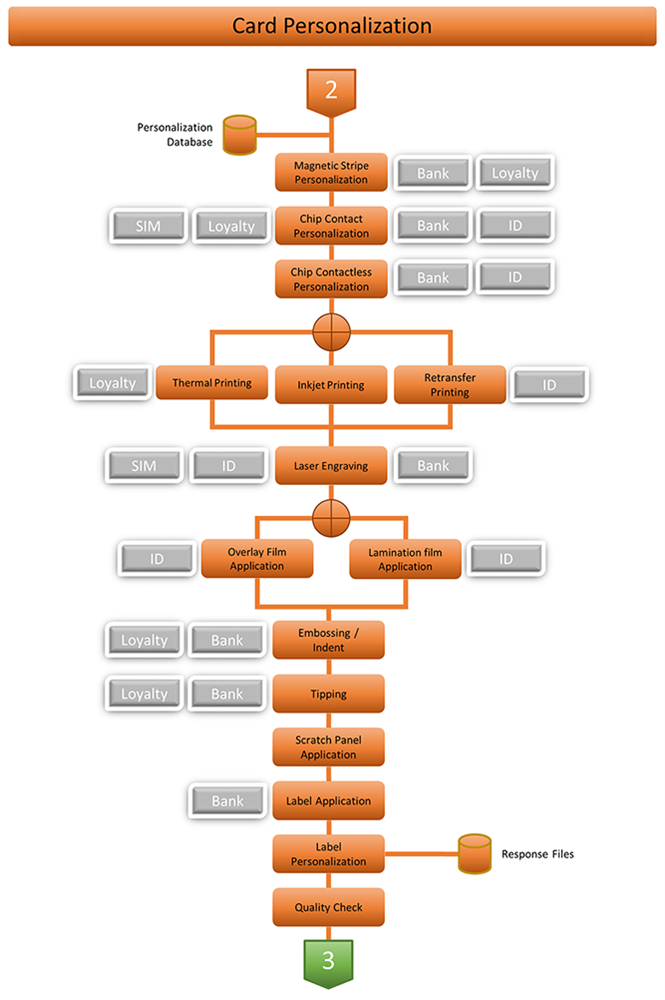
CARD PERSONALIZATION
The Card Personalization, also referred as “Card Issuance” is the sequence of steps that make every smart card unique. During this process individual card holder data are loaded into the chip memory, encoded into the magnetic stripe and variable data printed, engraved and embossed on the surface of the card.
A Card Personalization Facility – also called Card Bureau – might be an independent factory or a department of a Smart Card Factory.
The Card Personalization process can be done using several small units each specializing in a single step or using an industrial modular machine where all steps are performed in-line. The latter is the most common method for industrial card personalization. However specific product features, process optimization might require the card passing trough a mix of industrial and desktop machines.

MAGNETIC STRIPE PERSONALIZATION
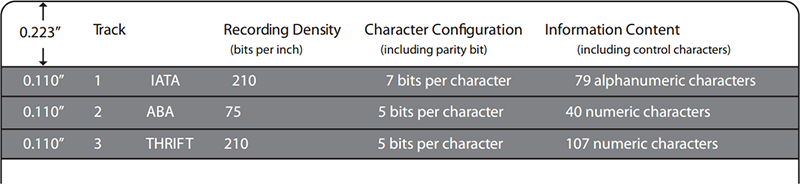
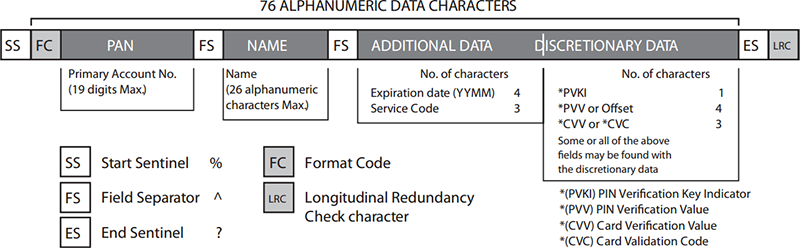
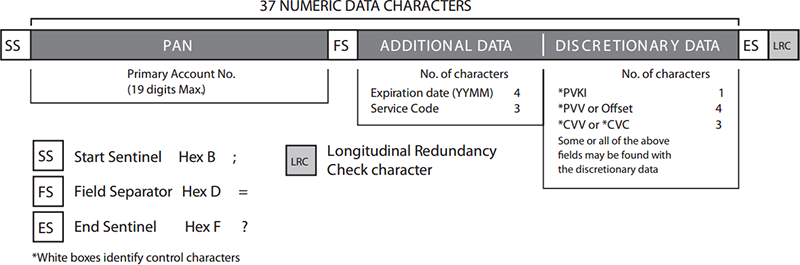
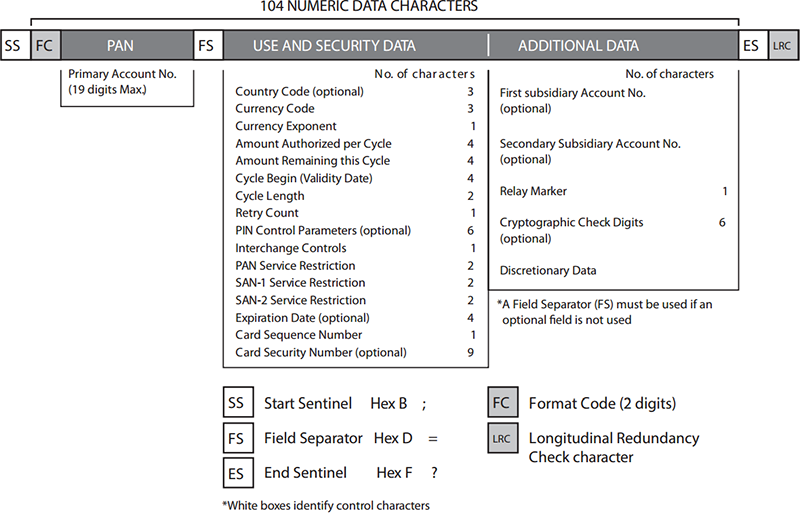
This production process encodes data on the magnetic stripe. The location, flexibility, magnetic characteristic, size, data format of the magnetic stripe are mainly defined by the International Organization for Standardization (ISO) and the Japanese Industrial Standard Committee (JIS) standards. The JIS standard are used almost exclusively in Japan while the ISO/IEC standard is used in the rest of the world.
The main reference standards magnetic stripes for smart card includes the following:
• ISO/IEC 7811-2:2014 – Identification cards — Recording technique — Part 2: Magnetic stripe — Low coercivity
• ISO/IEC 7811-6:2014 – Identification cards — Recording technique — Part 6: Magnetic stripe — High coercivity
• ISO/IEC 7811-8:2014 – Identification cards — Recording technique — Part 8: Magnetic stripe — Coercivity of 51,7 kA/m (650 Oe)
• ISO/IEC 7811-7:2014 – Identification cards — Recording technique — Part 7: Magnetic stripe — High coercivity, high density
• ISO/IEC 4909:2006 – Identification cards — Financial transaction cards — Magnetic stripe data content for track 3
• ISO/IEC 7813:2006 – Information technology — Identification cards — Financial transaction cards
• JIS X 6302-6:2011 – Identification cards — Recording technique — Part 6: Magnetic stripe — High coercivity
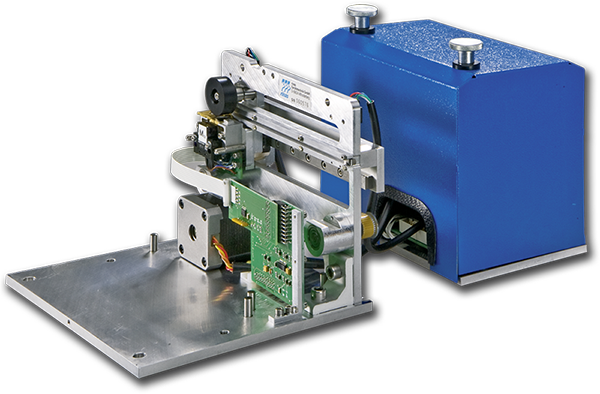
The Rinas Semi-LWR, an industrial magnetic stripe card personalization unit.
So how does it work? All magnetic recording is made possible by ferromagnetic particles held together in a tape. These particles, each only millionths of an inch in length, hold magnetic charge after an external magnetic field has acted upon them and been removed. In other words, the particles retain their most recent polarity (positive or negative).
On an un-encoded magnetic stripe, all particles are aligned in one direction meaning they all have the same polarity or charge. The encoding process involves changing the polarity of certain particles in specified regions of the stripe. Make a pattern of negative charged particles and positive charged particles and you can symbolize data in the patterns.
The encoding head is really just a magnetic field producer with the ability to switch between positive and negative charges as directed by a computer. The computer tells the encoding head when to switch from positive to negative and thus controls the pattern of charged particles on the magnetic stripe.
A binary situation is created via this process—only two options exist for a particle’s state, positive or negative. In binary calculations, these states are read as zeros and ones. Letters and numbers can be represented by a series of zeros and ones as in all digital media and computers.
CHIP CONTACT PERSONALIZATION
This step allow the download into the smart card chip with customer-specific information including:
Card number
Cardholder name
Cardholder family name
Cardholder birth date
Cardholder secret key
Card expiry date
During the chip card personalization is also possible to load application and further parameters of the Card Operating Systems and its application.
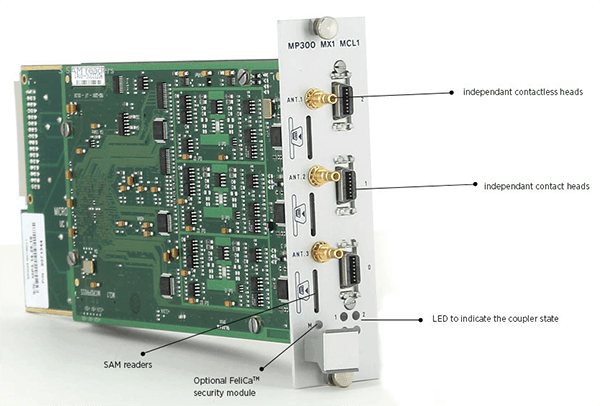
The Micropross MP300, an industrial-grade dual interface personalization coupler.
At the end of the chip personalization process the chip is put in “user” mode meaning the applications are activated and no more personalization is allowed.
CHIP CONTACTLESS PERSONALIZATION
When the card to personalize have only a contactless chip (no contacts pads) the card personalization is executed by means of one or multiple contactless card readers. The most common communication protocols between the card reader and the contactless card is defined by the ISO/IEC 14443 series:
• ISO/IEC 14443-2:2016 - Identification cards - Contactless integrated circuit cards - Proximity cards - Part 2: Radio frequency power and signal interface
• ISO/IEC 14443-3:2016 - Identification cards - Contactless integrated circuit cards - Proximity cards - Part 3: Initialization and anticollision
• ISO/IEC 14443-4:2016 - Identification cards - Contactless integrated circuit cards - Proximity cards - Part 4: Transmission protocol
DIRECT-TO-CARD PRINTING
The Direct-To-Card printing, is the most common type of printing technology and it’s chosen for its good quality photographic results. The printing process uses thermal transfer to transport varying amounts of coloured dye pigments from a carrier ribbon, or film, to the PVC printing surface to which the dyes bond chemically.
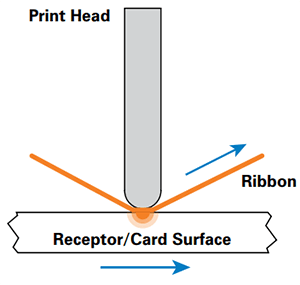
Direct-to-Card print concept.
In some countries, dye sublimation is also known as “dye diffusion” printing.

Inside a dye-sublimation print unit is a roll of transparent film with a repeating series of yellow (Y), magenta (M), cyan (C), black (K), and clear (O) panels. The YMC panels contain thermally sensitive dyes corresponding to the three basic colors used in subtractive printing. By combining varying amounts of these dyes, any colour in the spectrum can be created, from white (no dye transferred on a white card) to black (full transfer of each of the three dyes).
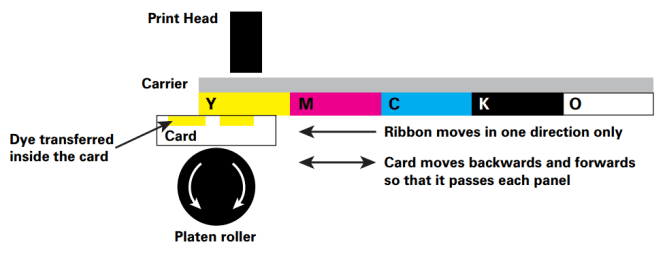
Direct-to-Card printing process.
The black and clear panels are also used in this thermal printing process, but they operate in a different way called “mass transfer” in which all of the material (in this case a plastic resin rather than a dye) is transferred once the carrier ribbon reaches the required transfer temperature. The black resin is used to apply dense black text and barcodes on top of the YMC colour image, and the clear panel is used to put a protective overcoat over the entire printed image.
The thermal printing process uses a printhead with many hundreds of individual heater ceramic elements (typically 300 per inch) which can each be separately controlled by software to transfer varying amounts of the YMC dyes and all or none of the black (K) panel and the clear (O) panel as the appropriate panel passes under it.
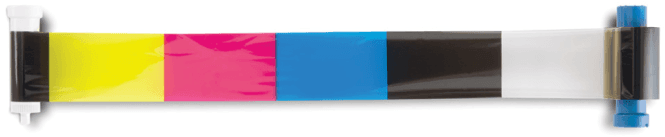
A YMCKO ribbon.
In the case of the YMC panels, the individual temperature of the elements causes varying amounts of dye to be vapourised and to permeate the glossy PVC card surface where it forms bonds with the plastic molecules.
This is the “sublimation” part. Sublimation means to heat something and turn it into a vapour without going through the liquid phase.
Because of the way the vapourised dyes permeate the surface of the card, a gentle gradation at the edges of each pixel is created. Also, because the colour infuses and bonds with the card material, it is less vulnerable to fading and distortion over time.

The Clear Panel (which has numerous names depending on the manufacturer) is also stored on the ribbon and is effectively a thin layer which protects the print from discoloration from UV light and the air, while also rendering the print water-resistant.
Because the print head is physically in contact with the card surface, debris on the card or defect of the chip module implanting (raised) might damage the heating elements of the print head. Also print might be uneven if the card is not perfectly flat. A common step done before the actual print is to clean the card surface by means of a sticky tape.
With the dye sublimation process, there is no full card coverage. Instead, there will be a small white border around the edge, because the printhead is not able to go over the edge of the cards. Direct-to-card printers provide faster print speeds and a lower cost per card than the reverse transfer (retransfer) printers.
INKJET PRINTING
Industrial inkjet printing essentially means using inkjet technology to print or deposit materials as part of the manufacturing process of a card on a production line. The principle remains similar to the inkjet printer on your desktop but the scale is very different in terms of machine size and speed, and also in the variety of fluids that need to be deposited. The introduction of industrial inkjet technology into plastic cards manufacturing environments has the potential to make a revolutionary step-change to existing capabilities with huge commercial benefits. While all inkjet technologies can fundamentally be described as the digitally controlled ejection of drops of fluid from a printhead onto a substrate, this is accomplished in a variety of ways.
Industrial inkjet printing systems, and the industrial inkjet printheads they are based on, are broadly classified as either continuous (CIJ) or drop on demand (DOD), with variants within each classification. As the name implies, continuous inkjet technology ejects drops continuously from the printhead. These drops are then either directed to the substrate as printing drops or to a collector for recirculation and re-use. Drop on demand technology ejects drops from the printhead only when required.
Continuous inkjet printing (CIJ) is primarily used for coding and marking of products and packages while DoD is the most common system used to print on card.
Drop on demand (DOD) is a broad classification of inkjet printing technology where drops are ejected from the printhead only when required. In general, the drops are formed by the creation of a pressure pulse within the printhead. The particular method used to generate this pressure pulse creates the primary subcategories within DOD, namely ‘thermal’ and ‘piezo’.
Thermal inkjet technology (TIJ) is most used in consumer desktop printers but is also making some inroads into certain industrial inkjet applications. In this technology, drops are formed by rapidly heating a resistive element in a small chamber containing the ink. The temperature of the resistive element rises to 350-400ºC, causing a thin film of ink above the heater to vaporise into a rapidly expanding bubble, causing a pressure pulse that forces a drop of ink through the nozzle. Ejection of the drop leaves a void in the chamber, which is then filled by replacement fluid in preparation for creation of the next drop.
The advantages of thermal inkjet technology include the potential for very small drop sizes and high nozzle density. High nozzle density leads to compact devices, lower printhead costs and the potential for high native print resolution. The disadvantages of the technology are primarily related to limitations of the fluids which can be used. Not only does the fluid have to contain a material that can be vaporised (usually meaning an aqueous or part-aqueous solution) but must withstand the effects of ultra high temperatures. With a poorly designed fluid, these high temperatures can cause a hard coating to form on the resistive element (kogation) which then reduces its efficiency and ultimately the life of the printhead. Also, the high temperature can damage the functionality of the fluid due to the high temperatures reached (as is the case with certain biological fluids and polymers).
iezoelectric (piezo) drop on demand inkjet technology is currently used for most existing and emerging industrial inkjet applications. In this technology, a piezoelectric crystal (usually lead zirconium titanate) undergoes distortion when an electric field is applied. This distortion is used to create a pressure pulse in the ink chamber, which causes a drop to be ejected from the nozzle. There are many variations of piezo inkjet architectures including tube, edge, face, moving wall and piston, which use different configurations of the piezo crystal and the nozzle.
The advantages of piezo inkjet technology include the ability to jet a very wide variety of fluids in a highly controllable manner and the good reliability and long life of the printheads. The main disadvantage is the relatively high cost for the printheads, which limits the applicability of this technology in low cost applications.
RETRANSFER PRINTING
Reverse transfer printing, also known as retransfer printing, is a higher-end technology that produces crisp, vibrantly colored, high-definition cards. Like dye sublimation, the retransfer printing method uses a heated printhead and ribbon. But unlike dye sublimation, retransfer printer adds an additional step with a clear film.
First, the card’s design is printed on the clear film. During the printing process, the film is thermally fused to the card’s surface. This extra step results in slower print speeds than dye sublimation printing, but it does offer superior visual print quality.
Retransfer printing produces true over-the-edge printing, because the clear film that’s applied to the card’s surface is actually larger than the card itself.
Since the printhead never comes into direct contact with the uneven surface of the card, reverse transfer printing is the optimal choice for printing on smart cards.
Reverse transfer printing actually lengthens the duration of the printing unit lifecycle, because the printhead never touches the card during the printing process. This is why the majority of reverse transfer printing units come with a lifetime printhead warranty.
Because of the sophisticated technology and capabilities, reverse transfer printing units are more expensive than dye sublimation printers. In addition, the cost-per-card is also comparatively higher due to the extra film that is used in the printing process. However, this film provides more durability to handle the normal daily wear and tear.
LASER ENGRAVING
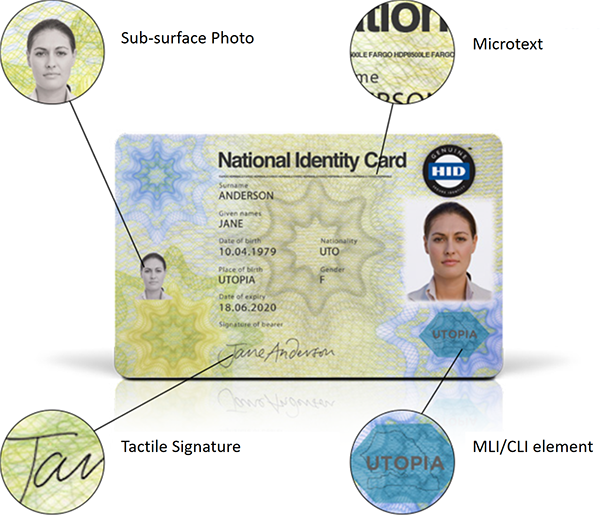
Laser engraving is a technology that burns data into a card. It enables standard text and images to be added as well as special security features such as microtext, tactile data, perforated images , and variable images that change with different viewing angles.
Laser engraving can be conducted on various materials, but it works best with documents made of polycarbonate. When a laser beam is applied to the polycarbonate substrate, the heat causes a chemical reaction that essentially burns, or carbonizes, a minute area changing it from white to black. Repeated and controlled application of the laser creates the text and images within the card.
This carbonization process occurs at the material’s core and extends up to the surface of the document. Thus laser engraved data cannot be scratched or peeled off of the document because it truly becomes a component of the card’s construction. The ability to modify a valid laser engraved document for fraudulent use is virtually impossible.

When a laser is applied to a specially-designed polycarbonate card, it penetrates the transparent outer layer and reacts with a carbon-enriched layer. This reaction creates a dark colored material that moves through the card to its surface. Both the front and the back of the card can be engraved separately.
A laser engraving system is able to engrave a large number of element on card, including:
• Barcode
• Text
• Cardholder photo
• Cardholder signature
• Logo
• Tactile (Braille) elements
Polycarbonate (PC) is the most versatile card material when it comes to laser engraving though some good quality results can also be obtained using doped Polyester (PET) or Laserable PVC.
Laser-marked cards offers great potential for security features that are easy to verify and defend against both counterfeiting and alteration. However, a laser-marked card is not automatically secure — it must be designed to optimise security. Put another way, most counterfeits of laser marked cards are neither laser marked nor polycarbonate. Instead, criminals most commonly use digital black graphics and PVC to simulate or alter an ID. The most secure ID programs leverage the key security characteristics of laser marking to defend against these threats, including writing beneath a surface, exceptionally high resolution, and true greyscale and tactility, to name just a few. In addition, under low magnification (for example: a simple x10 loupe), true laser marking exhibits certain characteristics that can help indicate tampering or counterfeiting. Ironically, artefacts of the marking process that are often regarded as unique faults can be used by a document examiner to verify the use of genuine personalisation technology. One important security advantage of laser marking is the flexibility of marking parameters it offers. The wide range of energies and other laser settings enable a single piece of hardware to interact with the substrate in multiple ways, to produce many different security features, at overt, covert and forensic levels. This flexibility also enables laser systems to accommodate a variety of materials, variety of elements, and combinations of both to obtain the desired quality and throughput. Security features are especially strong if they include personal variable data. Examples of engraved security elements includes:
• CLI / MLI
• Tactile elements
• Ghost Image
• Microtext
• Sub surface image
CLI (Changing Laser Image) / MLI (Multiple Laser Image) is a Combination of a lens structure integrated to the surface of the card with elements engraved or printed into a bottom layer. Resulting effect consist in multiplexing of at least 2 images each of them being visible separately depending of the viewing angle.
In terms of operating cost, the laser engraving is the less expensive process among the many available for card personalization as no consumables are used. The only running cost is for the vacuum filter that should be changed every 12-24 months.
OVERLAY FILM APPLICATION
When the card under production is intended to be used as ID Card or when is necessary to increase the life time of the card, an additional layer of transparent protective material can be added on a single or both sides.
The overlay application can be done within the direct-to-card printing process – in this case the overlay film is included with the color panels – or as separate step.
LAMINATION FILM APPLICATION
The lamination film does have the same function of an overlay film but is normally much more thick thus extending even more the life time of the card.
Moreover a lamination film can also include security elements to reduce counterfeiting. Security elements embedded into a lamination film can include:
• Guilloche patterns
• Holograms
• UV ink marking
• Fluorescent printing
• Optical Variable Device (OVD) elements
Laminates can be applied by means of hot rubber rollers (pressure plus heating for a certain time) or by UV Curing process where the UV light activates the adhesive and bond the laminate on the card.
In terms of size, laminates can be:
• Patch – the laminate does not cover the full card surface
• Full Card – the laminate cover the whole card surface
EMBOSSING / INDENT
The embossing process creates a three-dimensional effect to letters and numbers on the card surface. The embossing is very popular for credit card, debit cards, loyalty and membership, rarely for ID Cards and Driving License Cards.
Although it is possible to emboss characters anywhere on the card, it is usual for cards to be embossed in the bottom half of the card, and in accordance with ISO/IEC 7811-1:2014 – Identification cards — Recording technique — Part 1: Embossing. This helps to ensure the embossing will not compromise any signature panel and or magnetic stripe on the reverse of the card. Cards can only be embossed on one side.
The embossing machine can also be used to create braille marking on card, normally following the specification ISO/IEC 7811-9:2015 – Identification cards — Recording technique — Part 9: Tactile identifier mark.
The position and alignment of the embossed characters is checked manually using an Embossed Character Location Gauge or automatically using a vision inspection system.
The most popular fonts used for embossing and Indenting of cards are:
• Farrington 7B (4mm height) also known or OCR 7B is an emboss font used for card number. In a financial card, the card number is known as PAN (Primary Account Number). The font Farrington was designed by David H. Shepard. This is a number-only set.
• Standard Gothic (3mm height), is an embossing font used for Cardholder Name, Expiry Date. This set normally includes letters, numbers and few symbols.
• OCR B4 (4mm height, is an indent font normally used for card number. This is a number-only set.
• OCR B1 (3mm height), is an indent font used for Cardholder Name, Expiry Date. This set normally includes letters, numbers and few symbols.
• CVV2 (3mm height) is a number-only set used for indent of CVV2 (Visa) or CVC2 (MasterCard) number on the back side of the card.
• Helvetica (2mm height) is a number only indent set used for American Express CID (Card Identification Nunber) on the front side of the card.
• OCR A1 (3mm height) is a number-only indent set used for American Express account number on the back side of the card.
From a marketing perspective it has been proved that embossed cards give a sense of quality and value thus the popularity for loyalty and membership programs.
TIPPING
Tipping is the application of color on top of the embossed text applying – by mean of an hot stamping pad – a coloured film. The film for tipping are offered in limited colors such as black, white, gold, silver, red, blue
SCRATCH PANEL APPLICATION
The Scratch Panel is a heat-process foil stamp that can be eliminated with the edge of a coin to expose the preprinted number or text underneath it. A basic or custom shaped die presses the foil onto the surface area of the scratch card, which leaves the foil in the particular shapes. Concealed details are readily available after getting rid of the top layer on the scratch panel. Scratch plastic card data can be pin numbers, codes, sequential numbering, barcodes, names, winning numbers, and names.
LABEL APPLICATION
This process apply an adhesive label on the card. This is a popular card personalization step for cards that needs an activation process, thus the popular name of “Activation Labels”. The labels can be with or without a text message. The preprinted labeles can carry messages such as “To activate this card please call 111-222-333-444”.
LABEL PERSONALIZATION
The white labels are personalized with a custom message such as “To activate this card go online to www.activate.com and input the card number XYZ”. The label personalization is done with direct-to-card or inkjet printing unit.
QUALITY CHECK
The cards are going trough the last cycle of Quality Control check that is often a mix of manual (visual personalization imperfection) and machine assisted checks (magnetic stripe encoding quality, chip power on and reading of some files).